A newly installed head pulley on a mine conveyor caused a high temperature bearing alarm after less than 4 weeks operation and NES staff were requested to investigate using vibration analysis.
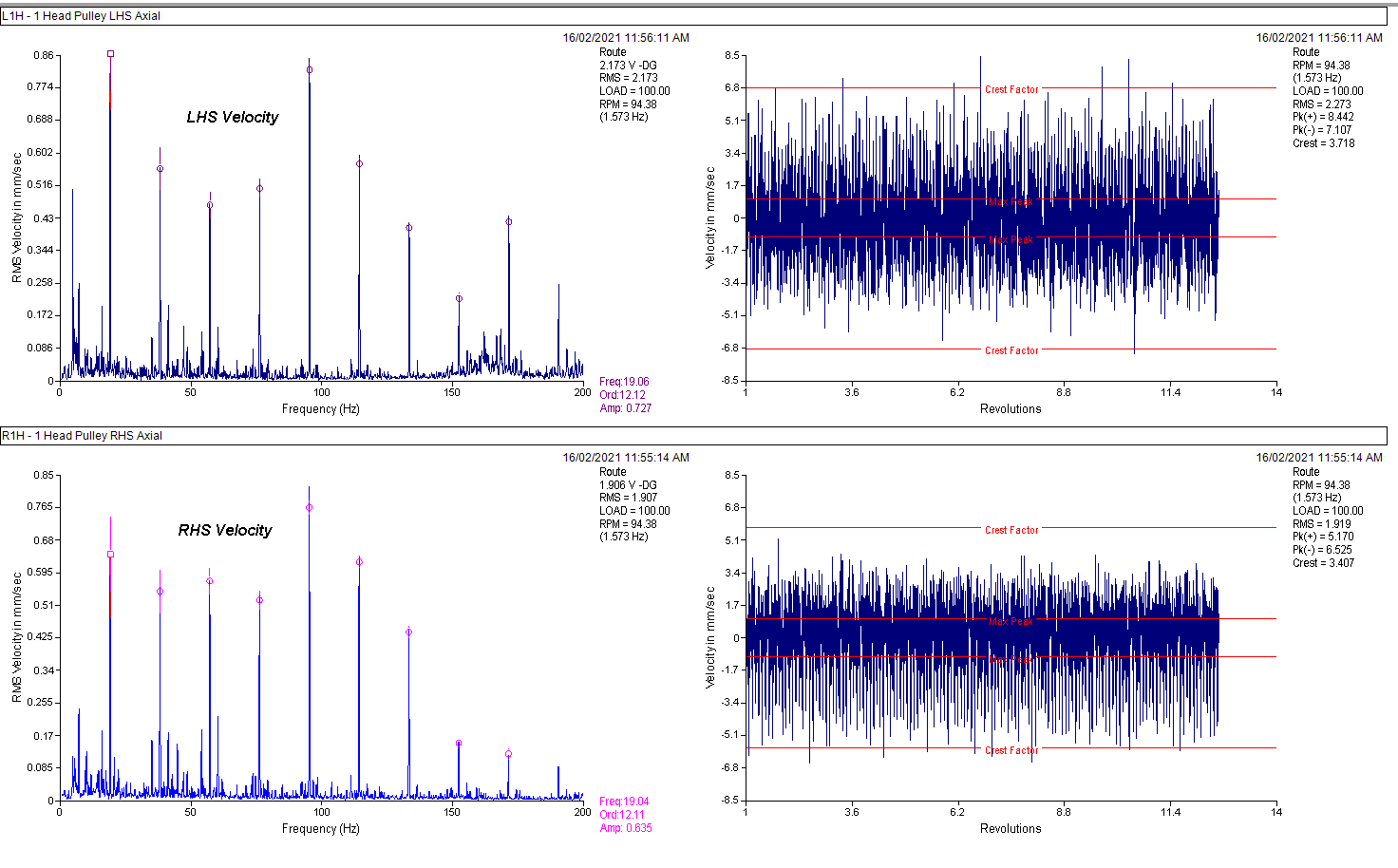
Situation: The head pulley had been replaced and before the next routine survey had taken place the site received high temperature alarms for both pulley bearings. The readings taken by NES showed significant peaks in the vibration data clearly indicating bearing faults but no specific bearing details were available. See left hand plots below from before the change.
Recommendations: Once the bearing details were provided by site it was clear that one or both bearings had major damage occurring and replacement was required urgently. It was also recommended to frequently purge lubricate the bearings to remove any metal being generated during operation of the conveyor until the change was completed.
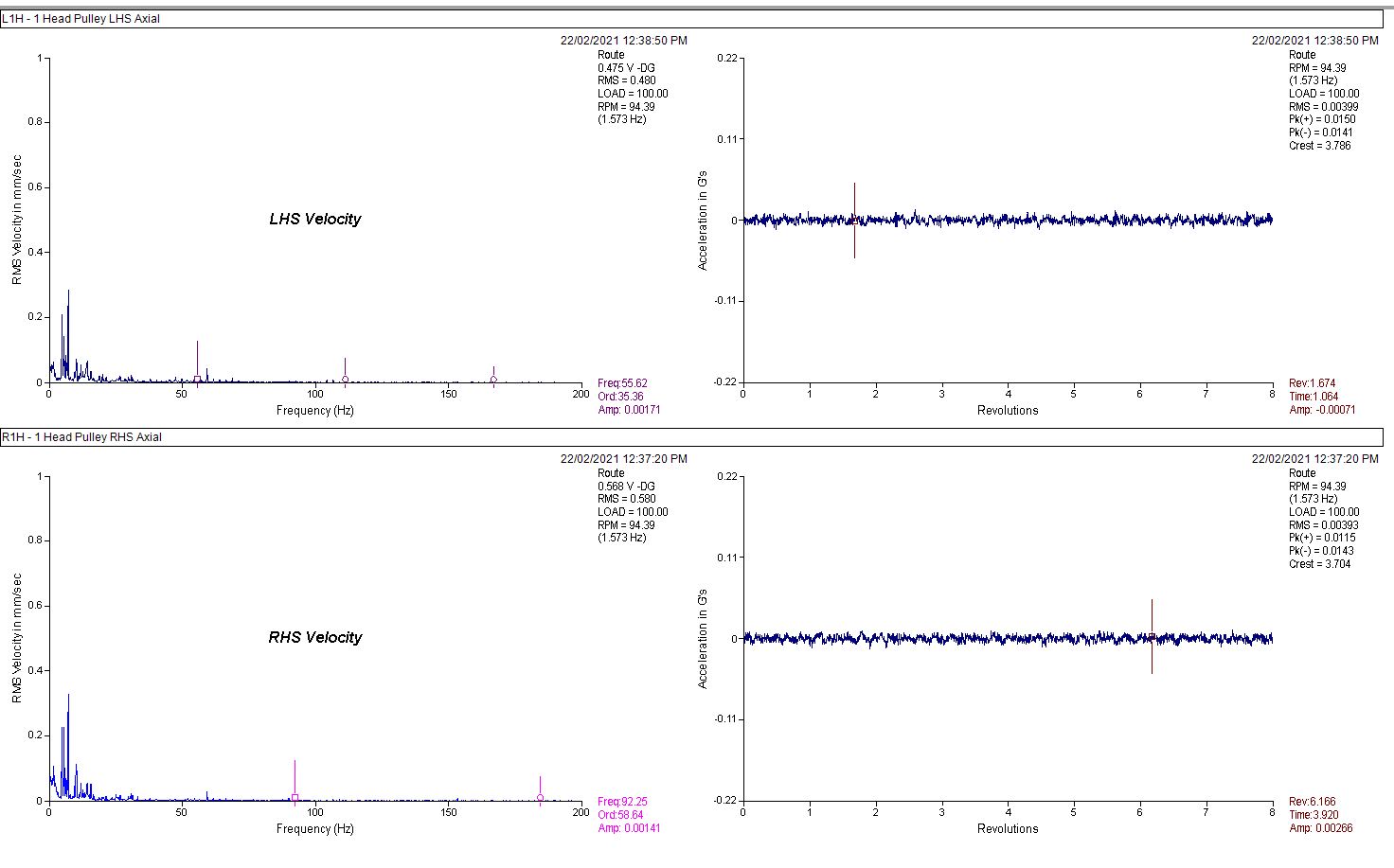
Response: The site arranged the replacement of the pulley soon after the recommendation was provided and the post replacement data is show below (the right hand plots) and there are no further indications of damage in either bearing.
Follow-up: Once the bearings had been removed from the pulley, they were dismantled and the photo shows the damage to the inner raceway of one of the bearings which is classed as severe and the size of metal particles coming from the damage in the operating bearing place the unit at very high risk of catastrophic failure. Fortunately for the site their prompt action prevented any consequential damage and excessive downtime that can result in such events.
Wrap-up: It was found that there was inadequate clearance in the newly fitted bearings which was the cause of the high temperatures picked up by the Citec control system. The bearings are very large items fitting on a 220mm diameter shaft and so have very high load capacity but they were not strong enough to run with inadequate clearance for very long and the monitoring of the bearing temperatures proved to be a very valuable tool in the site condition monitoring program. Anti-friction bearing fitment is a very precise technique and must be done with correct tools, knowledge and equipment taking careful note of and recording clearance changes along with residual clearance remaining after the bearings are fitted. It remains unclear why these bearings had inadequate clearance from the start of their operational life.